
Строительство под ключ: этапы работ со сталью
2026-06-22
- Строительство под ключ: этапы работ со сталью — от проектирования до сдачи объекта
- Этап 1: Инженерные изыскания и предпроектная подготовка
- Этап 2: Проектирование металлических конструкций (КМ и КМД)
- Этап 3: Закупка металла и логистика
- Этап 4: Производство металлоконструкций на заводе
- Этап 5: Антикоррозийная защита и огнезащита
- Этап 6: Транспортировка и складирование на площадке
- Этап 7: Монтаж строительных конструкций
- Этап 8: Установка ограждающих конструкций и завершение работ
- Сравнение технологий: Болтовые соединения против сварных на монтаже
- Часто задаваемые вопросы
- Заключение: Почему важен комплексный подход
Строительство под ключ: этапы работ со сталью — от проектирования до сдачи объекта
Металлические конструкции стали фундаментом современной промышленной и коммерческой архитектуры. Скорость возведения, долговечность и возможность создания большепролетных пространств делают сталь безальтернативным выбором для складов, логистических центров, производственных цехов и торговых комплексов. Однако фраза «строительство под ключ» часто скрывает за собой разный объем ответственности подрядчика. Для заказчика критически важно понимать, что процесс не ограничивается простой сборкой каркаса на площадке. Это сложная инженерная цепочка, где ошибка на этапе проектирования может стоить 30-40% бюджета на этапе монтажа.
В нашей практике мы неоднократно сталкивались с ситуациями, когда клиенты пытались сэкономить на предпроектном обследовании или выборе антикоррозийного покрытия, что приводило к необходимости демонтажа и переделки узлов уже в процессе строительства. Строительство под ключ: этапы работ со сталью — это не просто список действий, а строгая последовательность технологических процессов, каждый из которых требует контроля качества и соответствия нормативным документам, таким как ГОСТ и СНиП (СП). В этом руководстве мы разберем каждый шаг детально, опираясь на реальный опыт реализации проектов массой от 50 до 5000 тонн металлоконструкций.
Этап 1: Инженерные изыскания и предпроектная подготовка
Любое строительство начинается не с чертежей, а с данных о площадке. Ошибка в определении несущей способности грунта или игнорирование уровня грунтовых вод приводит к неравномерной осадке фундамента, что для жесткого металлического каркаса катастрофично. Сталь, в отличие от бетона, обладает высокой прочностью при малом весе, но она крайне чувствительна к деформациям основания.
На этом этапе мы проводим комплекс геодезических и геологических работ. Важно получить точные данные о рельефе местности, наличии подземных коммуникаций и химических свойствах грунта. Химический состав почвы напрямую влияет на выбор типа фундаментов и марки бетона, а также на стратегию защиты подземных частей металлических колонн от коррозии. Если грунт агрессивен, стандартного битумного покрытия будет недостаточно — потребуется усиленная гидроизоляция и использование бетонов с повышенной сульфатостойкостью.
Одновременно с изысканиями формируется Техническое Задание (ТЗ). Здесь заказчик должен четко определить функциональное назначение здания. Будет ли это холодный склад или отапливаемый производственный цех? Планируется ли установка мостовых кранов? Какова снеговая нагрузка в регионе согласно актуализированным картам СП 20.13330.2016? Ответы на эти вопросы определяют класс ответственности здания и, следовательно, коэффициенты надежности по нагрузке.
Реальная история из практики: Один из наших клиентов настаивал на использовании облегченного фундамента для склада класса А в Ленинградской области, игнорируя рекомендации геологов о высоком уровне грунтовых вод. Через два года после эксплуатации перекос колонн составил 45 мм, что привело к заклиниванию ворот и трещинам в ограждающих конструкциях. Исправление обошлось дороже, чем изначальная экономия на свайном поле в три раза.
Результат этого этапа — отчет об изысканиях и утвержденное ТЗ. Без этих документов переходить к проектированию нельзя. Это база, на которой строится вся дальнейшая работа.
Этап 2: Проектирование металлических конструкций (КМ и КМД)
Проектирование стальных зданий делится на две стадии: разработка Конструкций Металлических (КМ) и Деталировки Металлических Конструкций (КМД). Понимание разницы между ними критично для заказчика. Проект КМ создает инженер-конструктор: он рассчитывает нагрузки, подбирает сечения профилей (двутавры, швеллеры, трубы), определяет марки стали и типы соединений. Это «скелет» здания с точки зрения прочности и устойчивости.
Проект КМД разрабатывается на базе утвержденного КМ. Это рабочая документация для завода-изготовителя. Здесь каждый элемент расчерчивается до миллиметра, указываются места отверстий под болты, швы сварки, маркировка каждой детали. Именно по чертежам КМД происходит закупка металла и его резка. Ошибка в КМД означает, что деталь просто не подойдет при монтаже на площадке.
При выборе материалов мы руководствуемся стандартами. Для несущих элементов чаще всего используется сталь марки С245 или С345 по ГОСТ 27772. Марка С345 позволяет снизить металлоемкость каркаса на 10-15% за счет более высокого предела текучести, что особенно выгодно при больших пролетах. Однако применение высокопрочных сталей требует особого контроля сварочных процессов, так как они более чувствительны к термическим воздействиям.
Важный аспект проектирования — узловое соединение. Мы предпочитаем использовать фланцевые соединения для колонн и балок, так как они обеспечивают высокую скорость монтажа и возможность регулировки геометрии на месте. Сварные соединения на монтаже должны быть сведены к минимуму, так как качество сварки в полевых условиях контролировать сложнее, чем в заводских.
Современное проектирование ведется в BIM-среде (например, Tekla Structures или Advance Steel). Это позволяет создать трехмерную модель здания, выявить коллизии (пересечения элементов) еще до начала производства и автоматически сгенерировать ведомость материалов. Использование BIM снижает количество ошибок при изготовлении на 90%.
Действие для заказчика: Требуйте предоставления 3D-модели на этапе согласования проекта КМ. Это позволит вам визуально оценить будущий объект и заранее внести изменения в расположение оборудования или коммуникаций.
Этап 3: Закупка металла и логистика
Стоимость черного металла составляет до 60% себестоимости металлоконструкций. Волатильность рынка требует грамотной стратегии закупок. Мы фиксируем цены с металлургическими комбинатами на момент подписания договора или используем хеджирование рисков для крупных партий. Закупка осуществляется строго по спецификации из проекта КМД, с учетом технологических припусков на резку и обработку кромок.
Контроль качества входящего металла — обязательная процедура. Каждая партия листового проката, двутавров и труб должна сопровождаться сертификатом качества завода-производителя, подтверждающим химический состав и механические свойства. Мы проводим входной контроль: визуальный осмотр на наличие ржавчины, расслоений и геометрических отклонений. Для ответственных конструкций проводится ультразвуковой контроль толщины стенки и лабораторный анализ образцов.
Логистика металла на завод-изготовитель планируется так, чтобы минимизировать простои кранового хозяйства. Длинномерные элементы (более 12 метров) требуют специального транспорта и согласования маршрутов. Важно учитывать, что хранение металла на открытой площадке даже в течение короткого времени требует консервации. Влажность и перепады температур быстро запускают процессы окисления, которые потом трудно удалить перед покраской.
Мы рекомендуем закупать металл с запасом 3-5% на технологические отходы. Этот процент неизбежен при резке и торцевании. Попытка сэкономить на этом запасе часто приводит к остановке производства из-за нехватки материала для изготовления бракованных или поврежденных деталей.
Источник: Федеральное агентство по техническому регулированию и метрологии (Росстандарт) предоставляет актуальные версии ГОСТов на металлопрокат, которые являются обязательными для исполнения на территории РФ.
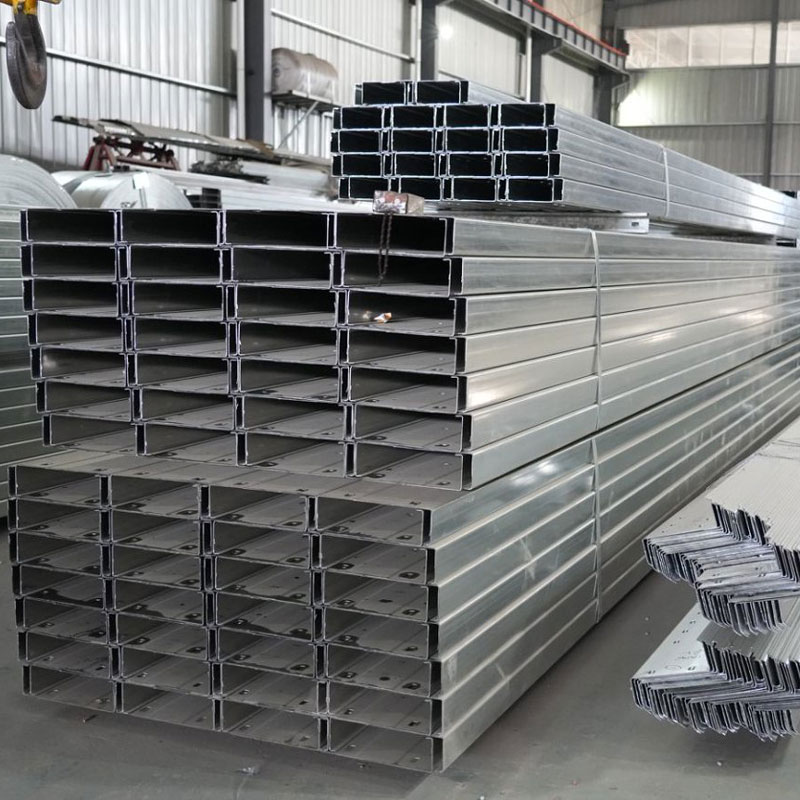
Этап 4: Производство металлоконструкций на заводе
Заводской этап — это сердце процесса. Здесь проект превращается в физические объекты. Качество сборки на заводе определяет 80% успеха всего строительства. Основные операции включают резку, сверление, сварку и предварительную сборку узлов.
Резка металла выполняется на высокоточных станках с ЧПУ (плазменная или лазерная резка). Это обеспечивает чистоту кромки и точность геометрии, недостижимую при ручной газовой резке. Сверление отверстий под высокопрочные болты также производится на координатно-сверлильных станках. Отклонение в расположении отверстий не должно превышать 1-2 мм, иначе монтаж станет невозможным без применения кувалды, что недопустимо для высокопрочных соединений.
Сварочные работы выполняются сертифицированными сварщиками. Мы используем автоматическую сварку под слоем флюса для длинных прямых швов и полуавтоматическую сварку в среде защитных газов для сложных узлов. Контроль качества сварных швов осуществляется методами неразрушающего контроля (УЗК, радиография, капиллярный метод). Каждый шов маркируется и вносится в журнал сварочных работ.
Предварительная сборка («сухая сборка») крупных узлов проводится на заводе для проверки геометрии. Например, фермы или секции колонн собираются в горизонтальном положении, проверяются диагонали и расстояния между отверстиями. Только после подтверждения соответствия чертежам КМД конструкция разбирается для транспортировки или отправляется на окраску в собранном виде, если габариты позволяют.
Именно на этом этапе проявляется ценность работы с интегрированными компаниями, такими как ООО «Шаньси Сэньцзэ Технологии Стального Строительства». Будучи специализированным предприятием, объединяющим разработку, проектирование и производство, компания оснащена современным оборудованием для стандартной и индивидуальной обработки металла. Использование качественных сталей марок Q235B/Q355B (аналоги отечественных С245/С345) и строгий контроль на каждом шаге позволяют выпускать конструкции любой сложности — от легких ангаров до тяжелых промышленных объектов. Наличие государственной лицензии на выполнение строительно-монтажных работ подтверждает способность компании брать на себя полную ответственность за результат, обеспечивая надежность как самих изделий (коробчатых колонн, двутавровых балок, прогонов), так и финального сооружения.
Внимание: Никогда не соглашайтесь на монтаж конструкций, которые не прошли предварительную сборку на заводе, если это сложные пространственные системы. Экономия на этой операции приведет к многочасовым подгонкам на высоте, что резко увеличивает стоимость монтажных работ и риски травматизма.
Этап 5: Антикоррозийная защита и огнезащита
Сталь без защиты разрушается под воздействием окружающей среды. Срок службы необработанной конструкции на открытом воздухе может составлять всего 5-7 лет до потери несущей способности из-за коррозии. Система защиты подбирается исходя из агрессивности среды (по ISO 12944) и требуемого срока службы.
Подготовка поверхности — самый важный этап окраски. Мы используем дробеструйную очистку до степени Sa 2.5 (почти белая поверхность). Это удаляет всю окалину, ржавчину и загрязнения, создавая шероховатость для лучшей адгезии грунта. Ручная очистка щетками не обеспечивает необходимого качества для промышленных объектов.
Схема покрытия обычно включает три слоя:
- Цинкосодержащий грунт (холодное цинкование или эпоксидный грунт с цинком). Он обеспечивает катодную защиту даже в местах мелких повреждений покрытия.
- Промежуточный слой (эпоксидный или полиуретановый). Создает барьер для влаги и кислорода.
- Финишный слой (полиуретановая эмаль). Защищает от УФ-излучения и придает эстетический вид.
Толщина сухого слоя (TDS) контролируется толщиномером на каждом этапе. Для умеренной среды (C3) общая толщина составляет 120-160 мкм, для агрессивной промышленной среды (C4-C5) — 200-320 мкм и более.
Огнезащита требуется для обеспечения требуемого предела огнестойкости конструкций (R30, R45, R60 и т.д.). Мы применяем два основных метода: конструктивную огнезащиту (обетонирование, облицовка гипсокартоном) и тонкослойные вспучивающиеся краски. Вспучивающиеся краски при нагреве увеличиваются в объеме в 10-50 раз, создавая теплоизолирующий коксовый слой. Выбор типа огнезащиты зависит от архитектурных требований и условий эксплуатации.
Действие для заказчика: Запросите протоколы испытаний нанесенного покрытия на адгезию и толщину. Отсутствие этих документов делает гарантию на антикоррозийную защиту недействительной.
Этап 6: Транспортировка и складирование на площадке
Транспортировка готовых конструкций требует тщательной упаковки. Торцы элементов защищаются от механических повреждений, а окрашенные поверхности разделяются прокладками, чтобы избежать слипания и царапин при вибрации. Крепление на транспортных средствах должно исключать смещение груза.
На строительной площадке организуются площадки для складирования. Конструкции укладываются на деревянные подкладки высотой не менее 200 мм, чтобы исключить контакт с землей и грязью. Между ярусами также прокладываются бруски. Категорически запрещается сваливать элементы в кучу — это приводит к деформации геометрии и повреждению защитного покрытия.
Логистика поставки должна быть синхронизирована с графиком монтажа. Привозить весь объем металла сразу нецелесообразно: это загромождает площадку и усложняет работу кранов. Поставки осуществляются очередями, соответствующими захваткам монтажа. Первыми поставляются колонны первого яруса, затем балки перекрытия, затем следующие яруса колонн.
Каждая партия сопровождается паспортом на конструкцию и исполнительной схемой. Монтажная бригада сверяет маркировку деталей с чертежами КМД перед подъемом элемента на высоту.
Этап 7: Монтаж строительных конструкций
Монтаж — это финальная стадия создания несущего каркаса. Работы выполняются с использованием автокранов или башенных кранов, выбор которых зависит от массы монтируемых элементов и вылета стрелы. Безопасность работ регламентируется строгими правилами ПОТ Р М-012-2000.
Процесс начинается с установки колонн. Они выравниваются по осям и отметкам с помощью теодолитов и нивелиров. Колонны временно закрепляются распорками и стяжками до достижения устойчивости положения. Затем монтируются подстропильные фермы или балки, которые связывают колонны в пространственную систему. Только после закрепления связей колонны считаются устойчивыми.
Болтовые соединения затягиваются динамометрическими ключами с контролем усилия затяжки. Высокопрочные болты работают на сдвиг за счет сил трения, поэтому качество подготовки поверхностей и усилие затяжки критичны. Сварные соединения на монтаже выполняются только после выверки геометрии узла. Швы защищаются антикоррозийным покрытием сразу после остывания и очистки.
Геодезический контроль ведется непрерывно. Проверяются вертикальность колонн, прямолинейность балок и общая геометрия здания. Допустимые отклонения строго нормированы СП 70.13330.2012. Превышение допусков ведет к проблемам при установке ограждающих конструкций (сендвич-панелей).
Частая ошибка: Попытка исправить геометрические неточности каркаса путем насильственного притягивания элементов при монтаже панелей. Это создает внутренние напряжения в металле, которые могут привести к внезапному разрушению узла при эксплуатационных нагрузках.
Этап 8: Установка ограждающих конструкций и завершение работ
После сдачи несущего каркаса приступают к монтажу ограждающих конструкций: стен и кровли. Чаще всего используются сэндвич-панели или профилированный лист с утеплителем. Важнейший аспект здесь — герметичность контура. Неправильный монтаж стыков панелей приводит к мостикам холода и протечкам, что сводит на нет энергоэффективность здания.
Крепление панелей осуществляется саморезами с уплотнительными шайбами. Шаг крепления рассчитывается проектом с учетом ветровых нагрузок. Особое внимание уделяется узловым примыканиям: углам здания, оконным проемам, воротам и кровельным фонарям. Используются специальные фасонные элементы и герметики, стойкие к УФ-излучению.
Завершающий этап строительства под ключ включает установку водосточных систем, доборных элементов, входных групп и внутренних перегородок. Проводится уборка территории и вывоз строительного мусора. Объект готовится к сдаче государственной комиссии или заказчику.
Финальным шагом является исполнительная съемка и передача всего пакета документации: паспортов на материалы, сертификатов, журналов работ, актов скрытых работ и исполнительной схемы. Этот пакет документов необходим для ввода объекта в эксплуатацию и дальнейшей безопасной эксплуатации.
Сравнение технологий: Болтовые соединения против сварных на монтаже
Выбор типа соединений на монтажной площадке существенно влияет на сроки и стоимость. Ниже приведено сравнение двух основных подходов.
| Параметр | Болтовые соединения (Высокопрочные болты) | Сварные соединения на монтаже |
|---|---|---|
| Скорость монтажа | Высокая. Установка болта занимает минуты. Не требуется ожидание остывания или контроля УЗК каждого шва в реальном времени. | Низкая. Требуется подготовка кромок, сварка, охлаждение, зачистка и неразрушающий контроль. |
| Зависимость от погоды | Минимальная. Работы можно вести при слабом дожде и ветре (с защитой резьбы). | Критическая. Сварка запрещена при дожде, снеге и сильном ветре без специальных навесов и подогрева. |
| Качество соединения | Стабильное, заводское качество болтов. Усилие контролируется динамометром. Исключен человеческий фактор квалификации сварщика. | Зависит от квалификации сварщика и условий на площадке. Высокий риск дефектов (поры, непровары). |
| Стоимость работ | Выше стоимость материалов (болты, гайки, шайбы), но ниже стоимость работ. | Ниже стоимость материалов, но значительно выше стоимость работ из-за трудоемкости и контроля. |
| Ремонтопригодность | Высокая. Узел можно разобрать и заменить элемент. | Низкая. Требуется резка швов, что повреждает основной металл. |
Наша рекомендация: Для быстровозводимых зданий и объектов в регионах с суровым климатом однозначно предпочтительны болтовые соединения. Сварку на монтаже следует оставлять только для нестандартных узлов, которые невозможно транспортировать в собранном виде.
Часто задаваемые вопросы
Какой срок службы у здания из металлоконструкций?
При правильном проектировании, качественной антикоррозийной защите и соблюдении условий эксплуатации срок службы металлического каркаса составляет 50 лет и более. Ключевым фактором является регулярный мониторинг состояния защитного покрытия и своевременное устранение повреждений. Источник: Министерство строительства и ЖКХ РФ.
Можно ли утеплять здание из стали?
Да, современные системы ограждения позволяют достичь любых требований по теплоизоляции. Однако важно учитывать риск образования конденсата на металлических элементах каркаса («мостики холода»). Для этого применяются термопрокладки в узлах крепления панелей и непрерывный контур утепления.
Влияет ли цена на сталь на итоговую стоимость строительства?
Да, цена металла составляет значительную часть сметы. Однако использование более дорогих марок стали (С345 вместо С245) часто позволяет уменьшить сечение профилей и общий вес конструкции, что может компенсировать разницу в цене за тонну. Необходим точный технико-экономический расчет для каждого проекта.
Нужен ли фундамент для легкого ангара?
Да, любой стационарный объект требует фундамента. Даже для легких ангаров используются свайно-винтовые фундаменты или облегченные ленточные фундаменты. Отсутствие фундамента приводит к нарушению геометрии и разрушению конструкции при первых же нагрузках снегом или ветром.
Заключение: Почему важен комплексный подход
Строительство под ключ: этапы работ со сталью — это единый организм, где все части взаимосвязаны. Нельзя получить качественный объект, сэкономив на проектировании или доверив антикоррозийную защиту неквалифицированным рабочим. Опыт показывает, что инвестиции в качественный инжиниринг и заводское изготовление окупаются за счет скорости монтажа и отсутствия проблем при эксплуатации.
Мы видим, как рынок движется в сторону большей прозрачности и технологичности. Использование BIM-технологий, автоматизированного производства и строгий контроль качества на каждом этапе становятся стандартом отрасли. Выбирая подрядчика, обращайте внимание не только на цену за тонну монтажа, но и на наличие собственной проектной базы, сертифицированного производства и референс-лист выполненных объектов.
Компании, такие как ООО «Шаньси Сэньцзэ Технологии Стального Строительства», демонстрируют преимущества полного цикла: от поставки высокопрочных болтов классов 10.9S и 8.8, оцинкованного листа и сэндвич-панелей с минеральной ватой, до монтажа готовых конструкций. Расположенная в Тайюане (провинция Шаньси) и руководствующаяся принципами «честности и инноваций», компания предлагает комплексные решения «под ключ» для заказчиков по всему миру, обеспечивая профессиональную техническую поддержку и высокое качество изделий для промышленных зданий, большепролётных кровель и других применений.
Если вы планируете строительство промышленного или коммерческого объекта, важно начать с профессиональной консультации. Наши специалисты готовы провести аудит вашего технического задания и предложить оптимальные решения по конструктивной схеме и материалам.
Свяжитесь с нами сегодня, чтобы обсудить ваш проект и получить предварительный расчет стоимости и сроков реализации. Мы гарантируем соблюдение всех этапов технологии и соответствие российским строительным нормам.
Для более глубокого изучения темы рекомендуем ознакомиться с нашими материалами: проектирование металлических конструкций и антикоррозийная защита стали.